







: vahvlilt pakendamise ja testimiseni")



QR kood

Tooted
Võta meiega ühendust


Faks
+86-579-87223657

E-post

Aadress
Wangda Road, Ziyang Street, Wuyi maakond, Jinhua linn, Zhejiangi provints, Hiina


Kiire tehnoloogilise arengu ajastul muudab 3D-printimine kui arenenud tootmistehnoloogia oluline esindaja järk-järgult traditsioonilise tootmise palet. Tehnoloogia pideva küpsuse ja kulude vähenemisega on 3D-printimise tehnoloogia näidanud laialdasi rakendusväljavaateid paljudes valdkondades, nagu lennundus, autotootmine, meditsiiniseadmed ja arhitektuurne projekteerimine, ning on edendanud nende tööstusharude innovatsiooni ja arengut.
Väärib märkimist, et 3D-printimise tehnoloogia potentsiaalne mõju pooljuhtide kõrgtehnoloogilises valdkonnas on muutumas üha olulisemaks. Infotehnoloogia arengu nurgakivina mõjutab pooljuhtide tootmisprotsesside täpsus ja efektiivsus elektroonikatoodete jõudlust ja maksumust. Seistes silmitsi pooljuhtide suure täpsuse, suure keerukuse ja kiire iteratsiooniga pooljuhtide tööstuse vajadustega, on 3D-printimise tehnoloogia oma ainulaadsete eelistega toonud pooljuhtide tootmisesse enneolematuid võimalusi ja väljakutseid ning on järk-järgult tunginud kõikidesse pooljuhtide lülidesse.pooljuhtide tööstuse kett, mis näitab, et pooljuhtide tööstus on peagi sisse viimas põhjalikud muutused.
Seetõttu ei aita 3D-printimise tehnoloogia tulevase rakendamise analüüsimine ja uurimine pooljuhtide tööstuses meil mitte ainult mõista selle tipptehnoloogia arenguimpulssi, vaid pakub ka tehnilist tuge ja viiteid pooljuhtide tööstuse ajakohastamiseks. See artikkel analüüsib 3D-printimise tehnoloogia uusimaid edusamme ja selle potentsiaalseid rakendusi pooljuhtide tööstuses ning ootab huviga, kuidas see tehnoloogia saab pooljuhtide tootmistööstust edendada.
3D printimise tehnoloogia
3D -printimist tuntakse ka lisandite tootmistehnoloogiana. Selle põhimõte on ehitada kolmemõõtmeline üksus materjalide kihina virnastades. See uuenduslik tootmismeetod õõnestab traditsioonilise tootmise "subtraktiivse" või "võrdse materjali" töötlemisrežiimi ja saab vormitud tooteid "integreerida" ilma hallituse abita. 3D -printimistehnoloogiaid on mitut tüüpi ja igal tehnoloogial on oma eelised.
3D -printimistehnoloogia vormimispõhimõtte kohaselt on peamiselt nelja tüüpi.
✔ Fotokoortehnoloogia põhineb ultraviolettkiirguse polümerisatsiooni põhimõttel. Vedelaid valgustundlikke materjale ravitakse ultraviolettvalguse ja virnastatud kihi abil. Praegu võib see tehnoloogia moodustada keraamika, metallid ja vaigud, millel on kõrge vormimise täpsus. Seda saab kasutada meditsiini-, kunsti- ja lennundustööstuse valdkonnas.
✔ Sulatatud sadestumistehnoloogia, arvutipõhise printimise kaudu, et hõõgniit kuumutada ja sulatada, ning ekstraheerige see vastavalt konkreetsele kuju trajektoorile, kihist kihi järgi ja võib moodustada plastist ja keraamilisi materjale.
✔ Linerry Direct kirjutamistehnoloogia kasutab suure viskoossusega läga tindimaterjalina, mida hoitakse tünnis ja ühendatakse väljapressimise nõelaga, ning paigaldatud platvormile, mis suudab arvutikontrolli all lõpule viia kolmemõõtmelise liikumise. Mehaanilise rõhu või pneumaatilise rõhu kaudu surutakse tindimaterjal düüsist välja, et substraadile pidevalt moodustuda, ja seejärel kantakse vastav järeltöötlus (lenduv lahusti, termiline kõvenemine, valguse kõvenemine, paagutamine jne). vastavalt materjali omadustele, et saada lõplik kolmemõõtmeline komponent. Praegu saab seda tehnoloogiat kasutada biokeraamika ja toidu töötlemise valdkondades.
✔Pulberkihi sulatamise tehnoloogia võib jagada laserselektiivsulatustehnoloogiaks (SLM) ja laserselektiivseks paagutamise tehnoloogiaks (SLS). Mõlemas tehnoloogias kasutatakse töötlemisobjektidena pulbermaterjale. Nende hulgas on SLM-i laserenergia suurem, mis võib panna pulbri lühikese aja jooksul sulama ja tahkuma. SLS-i võib jagada otseseks SLS-iks ja kaudseks SLS-iks. Otsese SLS-i energia on suurem ja osakesi saab otse paagutada või sulatada, et moodustada osakeste vahel side. Seetõttu on otsene SLS sarnane SLM-iga. Pulbriosakesed kuumenevad ja jahutatakse kiiresti lühikese aja jooksul, mistõttu on vormitud plokil suur sisemine pinge, madal üldine tihedus ja halvad mehaanilised omadused; kaudse SLS-i laserenergia on väiksem ning pulbris olev sideaine sulab laserkiire toimel ja osakesed seotakse. Pärast vormimise lõpetamist eemaldatakse sisemine sideaine termilise rasvaärastuse teel ja lõpuks viiakse läbi paagutamine. Pulberkihi sulatamise tehnoloogia võib moodustada metalle ja keraamikat ning seda kasutatakse praegu lennunduses ja autotööstuses.
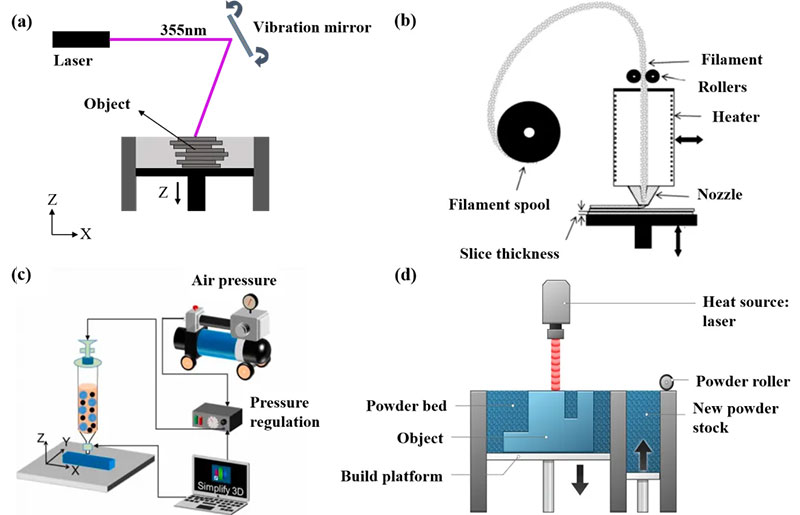
Joonis 1 (a) Fototööstustehnoloogia; b) sulatatud sadestumistehnoloogia; c) läga otsene kirjutamise tehnoloogia; (d) pulbri voodite termotuumasünteesi tehnoloogia [1, 2]
3D-printimise tehnoloogia pideva arenguga demonstreeritakse pidevalt selle eeliseid prototüüpimisest kuni lõpptoodeteni. Esiteks on 3D-printimise tehnoloogia kõige olulisem eelis tootestruktuuri kujundamise vabaduse osas see, et sellega saab vahetult valmistada detailide keerulisi struktuure. Järgmiseks, mis puudutab vormimisobjekti materjalivalikut, siis 3D-printimise tehnoloogiaga saab printida mitmesuguseid materjale, sealhulgas metalle, keraamikat, polümeermaterjale jne. Tootmisprotsessi osas on 3D-printimise tehnoloogial suur paindlikkus ja saab kohandada tootmisprotsessi ja parameetreid vastavalt tegelikele vajadustele.
Pooljuhtide tööstus
Pooljuhtide tööstusel on oluline roll tänapäevases teaduses, tehnoloogias ja majanduses ning selle tähtsus kajastub paljudes aspektides. Pooljuhte kasutatakse miniatuursete vooluahelate ehitamiseks, mis võimaldab seadmetel teostada keerulisi andmetöötluse ja andmetöötluse ülesandeid. Ja maailmamajanduse olulise sambana pakub pooljuhtide tööstus paljudele riikidele palju töökohti ja majanduslikke eeliseid. See mitte ainult ei edendanud otseselt elektroonikatööstuse arendamist, vaid tõi kaasa ka selliste tööstuste nagu tarkvara arendamine ja riistvara kujundamine. Lisaks sõjaväe- ja kaitseväljadel,pooljuhtide tehnoloogiaon ülioluline võtmevarustuse, näiteks sidesüsteemide, radarite ja satelliitnavigeerimise jaoks, tagades riikliku julgeoleku ja sõjalised eelised.
Diagramm 2 "14. viie aasta plaan" (väljavõte) [3]
Seetõttu on praegusest pooljuhtide tööstusest muutunud oluliseks riikliku konkurentsivõime sümboliks ja kõik riigid arendavad seda aktiivselt. Minu riigi "14. viieaastane plaan" teeb ettepaneku keskenduda mitmesuguste "kitsaskohtade" lingide toetamisele pooljuhtide tööstuses, hõlmates peamiselt täiustatud protsesse, võtmeseadmeid, kolmanda põlvkonna pooljuhtide ja muude väljade.
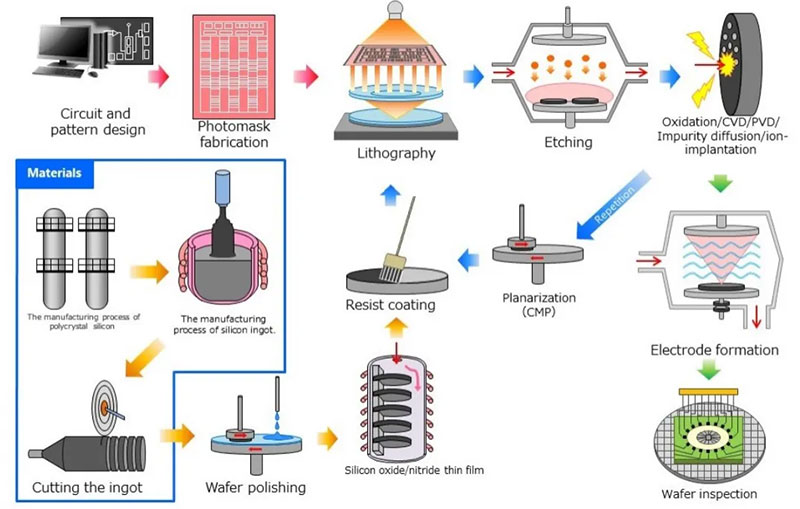
Joonis 3 Pooljuhtkiibi töötlemise protsess [4]
Pooljuhtide kiipide tootmisprotsess on äärmiselt keeruline. Nagu on näidatud joonisel 3, sisaldab see peamiselt järgmisi peamisi samme:vahvli ettevalmistamine, litograafia,söövitus, õhuke kilede sadestumine, ioonide implanteerimine ja pakendite testimine. Iga protsess nõuab ranget kontrolli ja täpset mõõtmist. Mis tahes seose probleemid võivad kahjustada kiibi või jõudluse halvenemist. Seetõttu on pooljuhtide tootmisel väga kõrged nõuded seadmetele, protsessidele ja töötajatele.
Kuigi traditsiooniline pooljuhtide tootmine on saavutanud suurt edu, on siiski mõned piirangud: Esiteks on pooljuhtkiibid väga integreeritud ja miniatuursed. Moore'i seaduse jätkudes (joonis 4) kasvab pooljuhtkiipide integreeritus jätkuvalt, komponentide suurus kahaneb ning tootmisprotsess peab tagama ülikõrge täpsuse ja stabiilsuse.
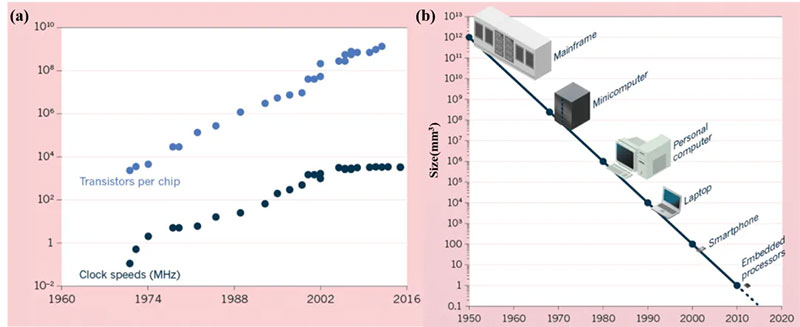
Joonis 4 (a) Transistoride arv kiibis kasvab aja jooksul jätkuvalt; (b) Kiibi suurus väheneb jätkuvalt [5]
Lisaks on pooljuhtide tootmisprotsessi keerukus ja kulude kontroll. Pooljuhtide tootmisprotsess on keeruline ja tugineb täppisseadmetele ning iga linki tuleb täpselt juhtida. Suured seadmekulud, materiaalsed kulud ja teadus- ja arendustegevuse kulud muudavad pooljuhttoodete tootmiskulud kõrgeks. Seetõttu on vaja jätkata kulude uurimist ja vähendamist, tagades samal ajal toote saagise.
Samal ajal peab pooljuhtide töötleva tööstuse valdkond kiiresti turunõudlusele reageerima. Turunõudluse kiirete muutustega. Traditsioonilisel tootmismudelil on pika tsükli ja halva paindlikkuse probleemid, mis raskendab turu kiire iteratsiooni täitmist. Seetõttu on tõhusam ja paindlikum tootmismeetod muutunud ka pooljuhtide tööstuse arengusuunaks.
Rakendus3D -printiminepooljuhtide tööstuses
Pooljuhtide valdkonnas on ka 3D -printimistehnoloogia oma rakendust pidevalt näidanud.
Esiteks on 3D-printimise tehnoloogial konstruktsioonide kujundamisel suur vabadus ja sellega saab saavutada "integreeritud" vormimise, mis tähendab, et saab kujundada keerukamaid ja keerukamaid struktuure. Joonis 5 (a), 3D-süsteem optimeerib sisemist soojuse hajumise struktuuri kunstliku abikonstruktsiooni abil, parandab vahvliastme termilist stabiilsust, vähendab vahvli termilise stabiliseerimise aega ning parandab kiibi tootmise saagist ja efektiivsust. Litograafiamasina sees on ka keerulised torujuhtmed. 3D-printimise abil saab keerulisi torujuhtme struktuure "integreerida", et vähendada voolikute kasutamist ja optimeerida gaasivoogu torujuhtmes, vähendades seeläbi mehaaniliste häirete ja vibratsiooni negatiivset mõju ning parandades kiibi töötlemise protsessi stabiilsust.
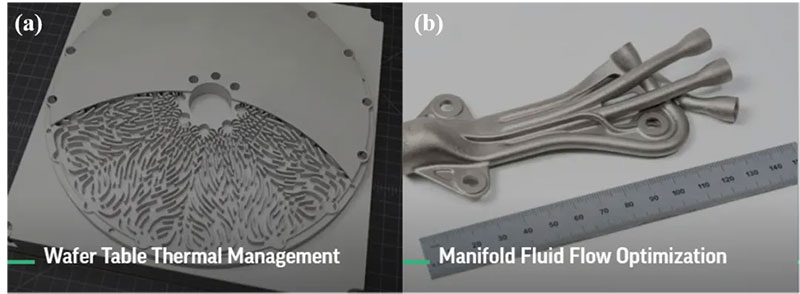
Joonis 5 3D-süsteem kasutab osade moodustamiseks 3D-printimist (a) litograafiamasina plaat; b) kollektori torujuhe [6]
Materjalivaliku osas saab 3D-printimise tehnoloogia abil realiseerida materjale, mida on traditsiooniliste töötlemismeetoditega raske vormida. Ränikarbiidmaterjalidel on kõrge kõvadus ja kõrge sulamistemperatuur. Traditsioonilisi töötlemismeetodeid on raske kujundada ja neil on pikk tootmistsükkel. Keeruliste struktuuride moodustamine nõuab vormiabiga töötlemist. Sublimation 3D on välja töötanud sõltumatu kahe otsikuga 3D-printeri UPS-250 ja valmistanud ränikarbiidist kristallpaadid. Pärast reaktsiooniga paagutamist on toote tihedus 2,95–3,02 g/cm3.

Joonis 6Räni karbiidi kristallpaat[7]
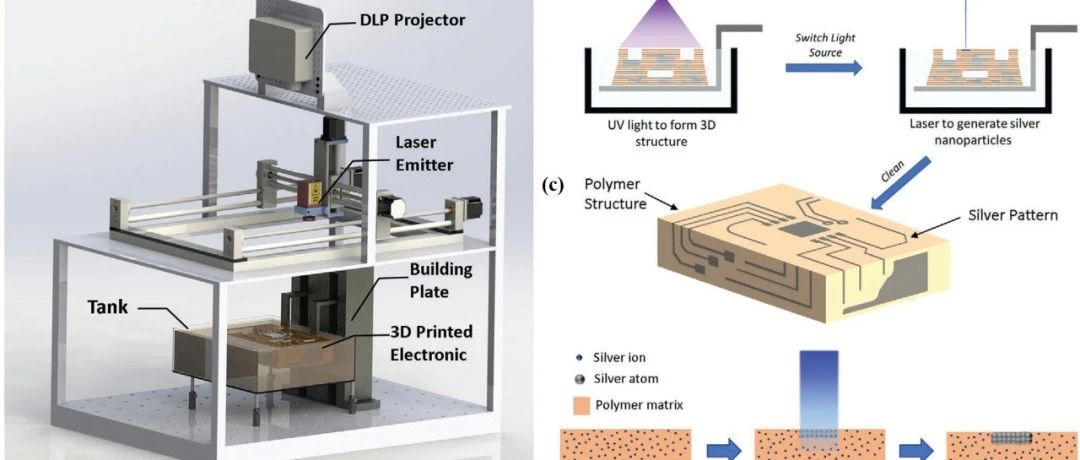
Joonis 7 (a) 3D-koostiseadmed; (b) UV-valgust kasutatakse kolmemõõtmeliste struktuuride ehitamiseks ja laser kasutatakse hõbeda nanoosakeste genereerimiseks; c) 3D-koostise elektrooniliste komponentide põhimõte [8]
Traditsiooniline elektrooniline tooteprotsess on keeruline ja toorainetest valmistoodeteni on vaja mitu protsessi etappi. Xiao jt [8] Kasutatud 3D-koostistehnoloogia kehakonstruktsioonide valikuliseks konstrueerimiseks või juhtivate metallide manustamiseks vabas vormis pindadele 3D-elektroonikaseadmete tootmiseks. See tehnoloogia hõlmab ainult ühte printimismaterjali, mida saab kasutada polümeerkonstruktsioonide ehitamiseks UV-kõvenemise kaudu või metalli prekursorite aktiveerimiseks valgustundlikes vaikudes laseri skaneerimise kaudu, et saada nanometalliosakesi juhtivate vooluringide moodustamiseks. Lisaks sellele on saadud juhtiv vooluring suurepärane takistus, mis on umbes 6,12 µΩm. Materjali valemi ja töötlemisparameetrite reguleerimisega saab takistust täiendavalt juhtida vahemikus 10-6 kuni 10ΩM. On näha, et 3D-koostistehnoloogia lahendab traditsioonilises tootmises mitme materjali sadestumise väljakutse ja avab uue tee 3D-elektroonikatoodete tootmiseks.
Kiibi pakendamine on pooljuhtide tootmise võtmelüli. Traditsioonilisel pakkimistehnoloogial on ka probleeme, nagu keeruline protsess, soojusjuhtimise ebaõnnestumine ja materjalide vahel soojuspaisumistegurite mittevastavusest põhjustatud stress, mis põhjustab pakendi rikke. 3D-printimise tehnoloogia võib pakendistruktuuri otse printides tootmisprotsessi lihtsustada ja kulusid vähendada. Feng jt. [9] valmistas faasimuutusega elektroonilisi pakkematerjale ja kombineeris need 3D-printimise tehnoloogiaga kiipide ja vooluahelate pakendamiseks. Fengi jt poolt koostatud faasimuutuse elektrooniline pakkematerjal. on kõrge latentse soojusega 145,6 J/g ja sellel on märkimisväärne termiline stabiilsus temperatuuril 130 °C. Võrreldes traditsiooniliste elektrooniliste pakkematerjalidega võib selle jahutav toime ulatuda 13 °C-ni.
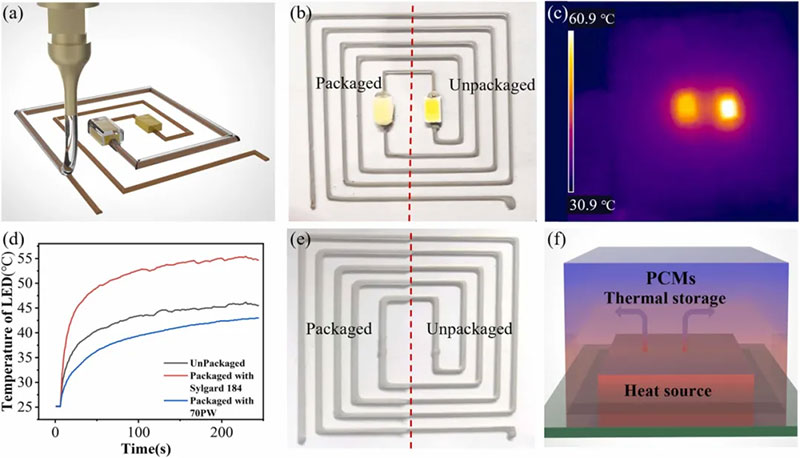
Joonis 8 Skemaatiline diagramm 3D-printimise tehnoloogia kasutamisest vooluahelate täpseks kapseldamiseks faasimuutuse elektrooniliste materjalidega; b) vasakpoolne LED-kiip on kapseldatud faasimuutuse elektrooniliste pakkematerjalidega ja parempoolne LED-kiip ei ole kapseldatud; c) LED-kiipide infrapunakujutised kapseldamisega ja ilma; d) temperatuurikõverad sama võimsuse ja erinevate pakkematerjalide korral; (e) Komplekslülitus ilma LED-kiibi pakkimisskeemita; f) Faasimuutuste elektrooniliste pakkematerjalide soojuse hajumise skemaatiline diagramm [9]
3D -printimistehnoloogia väljakutsed pooljuhtide tööstuses
Kuigi 3D-printimise tehnoloogia on näidanud üles suurt potentsiaalipooljuhtide tööstus. Siiski on veel palju väljakutseid.
Vormimise täpsuse osas suudab praegune 3D-printimise tehnoloogia saavutada 20 μm täpsust, kuid pooljuhtide tootmise kõrgetele standarditele on siiski raske vastata. Materjalivaliku osas võib öelda, et kuigi 3D-printimise tehnoloogia abil saab moodustada mitmesuguseid materjale, on mõnede eriliste omadustega materjalide (ränikarbiid, räninitriid jne) vormimisraskused siiski suhteliselt kõrged. Tootmiskulude osas toimib 3D-printimine väikeste partiide kohandatud tootmises hästi, kuid selle tootmiskiirus on suuremahulises tootmises suhteliselt aeglane ja seadmete maksumus on kõrge, mis muudab suuremahulise tootmise vajaduste rahuldamise keeruliseks. . Tehniliselt, kuigi 3D-printimise tehnoloogia on saavutanud teatud arendustulemusi, on see mõnes valdkonnas endiselt arenev tehnoloogia ning vajab edasist uurimis- ja arendustegevust ning täiustamist, et parandada selle stabiilsust ja töökindlust.
+86-579-87223657
Wangda Road, Ziyang Street, Wuyi maakond, Jinhua linn, Zhejiangi provints, Hiina